本网讯(通讯员 冯先成 朱丽娜)人工智能技术的快速发展对石油和化工行业产生了深远的影响,石油和化工+AI,已经成为行业数字化转型智能化发展的必由之路。2023年4月18-19日,由中国石油和化工自动化应用协会人工智能分会主办、中国石油天然气股份有限公司长庆油田分公司承办的2023年中国石油和化工行业人工智能技术发展大会在西安召开。本次大会以“人工智能技术驱动石油和化工行业数字化转型智能化发展”为主题,深入探讨我国石油和化工行业人工智能新技术、新方法,展览展示新成果、新产品、新装备,展望行业智能化发展新目标、新趋势。


同时举办智慧油气田建设专题论坛 、智能勘探与地球物理专题论坛 、智能油气藏地质与钻完井专题论坛 、智能油气开采专题论坛、智能化工与人工智能新技术新应用专题论坛等5个分论坛,500余位代表现场参会,线上参会人员6千余人,线上观看次数1万多次,点赞4万多,分享6百多次。


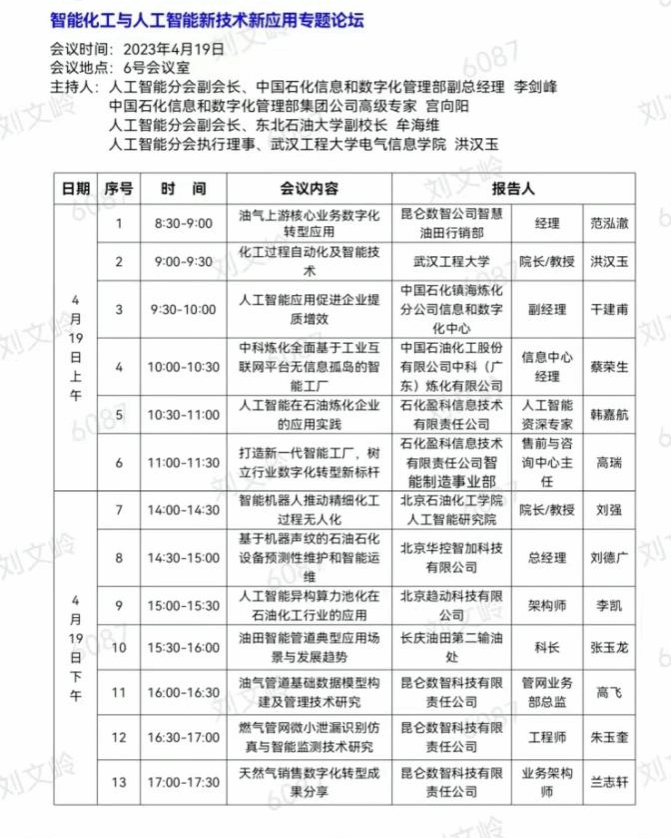
我校best365网页版登录洪汉玉教授作为中国石油和化工自动化应用协会人工智能分会执行理事,受邀主持“智能化工与人工智能新技术新应用”专题论坛,并作《石化企业转型升级与过程自动化可视化智能化技术》主旨报告。
在报告中,洪汉玉教授以石油化工等行业为典型的流程工业面临信息化转型升级的迫切需求及我国石油化工生产过程中存在的检测与控制等关键技术难题,提出石化企业转型升级与过程自动化可视化智能化技术,解决我国石油化工生产过程中存在的检测与控制重大科学问题和实际生产线中面临的检测效率低、安全预防薄弱、故障应急处理滞后等共性技术问题及关键技术难题,促进石油化工行业转型升级,为石油化工生产流体过程数字化、自动化、智能化及相关行业可持续发展提供理论技术支撑。
针对石油化工“卤-盐-碱-肥”大型生产线生产过程中易燃易爆多点泄漏的在线监测存在“测不到、测不快、测不准、测不全”等关键问题,将可见光/红外谱视频监控、多相多参数全程动态检测与远程监控技术、物联网实时信息采集、AI等技术应用于气体泄漏的在线监测及控制报警,为合成氨、硝酸铵、甲醇、纯碱、复合肥等多种化工产品的自动化和可视化生产提供技术保证,保障了石化工厂、车间、生产线等生产过程的正常安全运行。
以石油天然气行业含水率在线检测难点痛点、原油含水率检测现状 、单井产量计量的现状 、储罐界面分析的现状等关键技术难题出发,提出流态工况分析+AI技术及应用解决方案,解决我国油井“高含水、高含气、高含蜡、高矿化度”复杂工况条件下含水率量程范围由 0~40%提高到 0~100%,测量误差在 3%以内的技术难题,提高了我国石油化工行业的生产力和安全性。
针对石油化工生产处理过程中废水污水的水处理沉淀等技术难题,提出基于新型高效水平沉淀分离工艺技术,解决石油化工污水、市政水处理、工业水处理等领域所涉及的先进节能生化处理和高效固液分离问题,实现节能、降耗和资源利用最大化。


(审稿:谢春晖)
